
в мессенджеры:

Для определения площади сечения арматуры нужно:

Арматурные работы представляют собой комплекс мероприятий, включающих в себя следующие основные этапы:
Предварительные мероприятия включают:
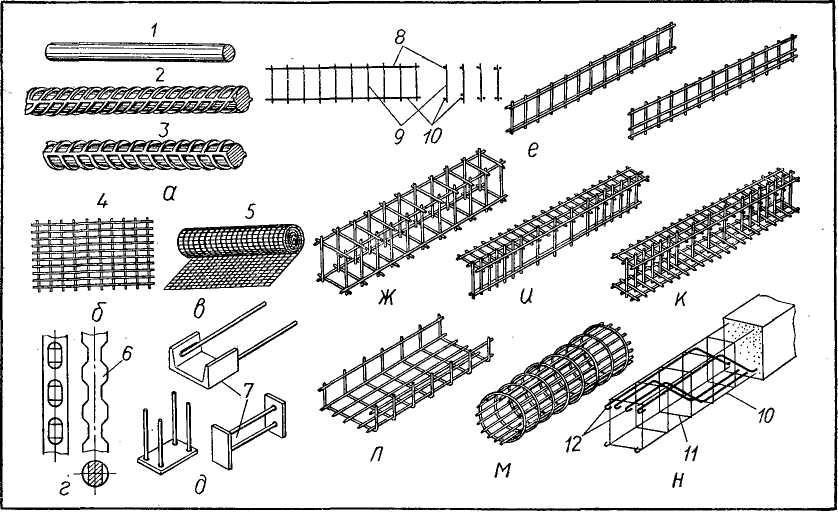

На следующем этапе происходит монтаж металлоконструкций. Для этого используются различные типы соединений: варка, вязка проволокой, стяжки из пластика. Также могут применяться подкладки и держатели из пластмассы. Когда дело доходит до сварки, используются следующие технологии: одноэлектродная и многоэлектродная, контактная, полуавтоматическая.
Основной актуальностью при армирующих конструкциях является вязка элементов. Для этого используется термически обработанная проволока размером от 0,8 до 3 мм. В зависимости от пространства, в котором располагается арматура, а также ее сечения, решается вопрос о виде узла. Для построения каркасов применяются специальные крюки, а иногда и самодельные, или же пистолеты. Также используется метод нахлестка, который не требует сварочного оборудования и вязки, но при этом предполагает большие расходы материала.

Для определения площади сечения арматуры нужно:
Измерить диаметр изделия при помощи штангенциркуля;
Определить площадь сечения в соответствии с таблицей;
Узнать дополнительные параметры, такие как удельный вес и количество метров на 1 тонну.
Площадь сечения круглого стержня (наиболее распространенный вид арматуры) рассчитывается по формуле:
A = π × d² / 4
Где:
A – площадь сечения (мм²)
π – число Пи (3,14159...)
d – диаметр стержня (мм)
Например, для арматуры диаметром 12 мм:
A = 3,14159 × 12² / 4 = 3,14159 × 144 / 4 = 113,1 мм²
Для квадратной арматуры (встречается реже):
A = a²
Где a – сторона квадрата (мм)
| Диаметр (мм) | Площадь сечения (мм²) | Вес 1 метра (кг) | Метров на 1 тонну | Кол-во стержней в 1 тонне (длина 12 м) |
|---|---|---|---|---|
| 4 | 12,57 | 0,099 | 10,101 | 84 |
| 5 | 19,63 | 0,154 | 6,494 | 54 |
| 6 | 28,27 | 0,222 | 4,507 | 37 |
| 8 | 50,27 | 0,395 | 2,532 | 21 |
| 10 | 78,54 | 0,617 | 1,620 | 14 |
| 12 | 113,10 | 0,888 | 1,126 | 9 |
| 14 | 153,94 | 1,209 | 0,827 | 7 |
| 16 | 201,06 | 1,580 | 0,633 | 5 |
| 18 | 254,47 | 1,998 | 0,500 | 4 |
| 20 | 314,16 | 2,466 | 0,406 | 3 |
| 22 | 380,13 | 2,984 | 0,335 | 3 |
| 25 | 490,87 | 3,853 | 0,260 | 2 |
| 28 | 615,75 | 4,834 | 0,207 | 2 |
| 32 | 804,25 | 6,313 | 0,158 | 1 |
| 36 | 1,017.88 | 7,990 | 0,125 | 1 |
| 40 | 1,256.64 | 9,865 | 0,101 | 1 |
Для ленточного фундамента:
Требуемая площадь сечения продольной арматуры определяется по формуле:
As = M / (0,87 × fy × d)
Где:
As – требуемая площадь сечения арматуры (мм²)
M – изгибающий момент в конструкции (кН·м)
fy – предел текучести стали (для А500 = 500 МПа)
d – рабочая высота сечения (мм)
На практике для малоэтажного частного строительства обычно применяется:
Для одноэтажных зданий: 4-6 стержней диаметром 10-12 мм
Для двухэтажных зданий: 6-8 стержней диаметром 12-14 мм
Для плитного фундамента:
Расчет основан на действующих нагрузках и пролетах. Обычно применяется сетка с размером ячейки 200×200 мм или 150×150 мм из стержней диаметром 10-12 мм в каждом направлении.
Для строительства колонн и балок:
Расчет производится исходя из бизгибающих моментов, поперечных сил и осевых нагрузок. На практике используются специализированные программы или справочники, так как расчет становится более сложным.
Предположим, необходимо армировать ленточный фундамент под небольшой коттедж (общей нагрузкой примерно 100 кН) с шириной ленты 400 мм и высотой 700 мм.
Шаг 1: Определяем требуемое минимальное количество продольной арматуры
Минимальный процент армирования для ленточного фундамента – 0,5% от площади поперечного сечения
Площадь сечения: 400 × 700 = 280,000 мм²
Требуемое сечение: 280,000 × 0,005 = 1,400 мм²
Шаг 2: Выбираем вариант армирования
Вариант 1: 4 стержня диаметром 12 мм = 4 × 113,1 = 452,4 мм² (недостаточно)
Вариант 2: 6 стержней диаметром 12 мм = 6 × 113,1 = 678,6 мм² (недостаточно)
Вариант 3: 8 стержней диаметром 12 мм = 8 × 113,1 = 904,8 мм² (приемлемо)
Вывод: Для данного фундамента требуется минимум 8 стержней диаметром 12 мм (или эквивалентное количество большего диаметра).
Шаг 3: Рассчитываем поперечную арматуру (хомуты)
Поперечная арматура ставится с шагом, не превышающим 250-300 мм
Минимальный диаметр хомутов – 6 мм
Для высоты 700 мм требуется (700 / 250) × 2 = 6 хомутов на погонный метр
Класс бетона влияет на распределение напряжений и требуемое количество арматуры:
Бетон B15 (С12/15): Требует большего количества арматуры для той же нагрузки
Бетон B20 (С16/20): Стандартный выбор для жилищного строительства
Бетон B25 (С20/25): Используется при значительных нагрузках
Бетон B30 (С25/30) и выше: Применяется в специальных конструкциях и высоконагруженных элементах
По мере повышения класса бетона, благодаря его большей прочности, можно снизить процент армирования при одинаковой нагрузке.
Арматурные работы представляют собой комплекс мероприятий, включающих в себя следующие основные этапы:
подготовительные работы;
монтаж (соединение элементов);
установку на место;
контроль качества и приемку.
Предварительные мероприятия включают:
Корректировку прутков – выправление изогнутых стержней с помощью специального оборудования или вручную. Это необходимо для обеспечения правильной геометрии конструкции.
Очистку материала – удаление с поверхности ржавчины, масла, грязи и других загрязнений. Чистая поверхность обеспечивает лучшее сцепление арматуры с бетоном и улучшает результаты сварки или вязки.
Разрезание арматуры по заданным параметрам с помощью пилы, болгарки или специального оборудования. Все срезы должны быть ровными, без заусенцев и деформаций.
Сгибание элементов для создания крюков, уголков и других форм в соответствии с проектом. Рекомендуется использовать специальное оборудование для гибки, чтобы избежать разрывов материала.
Монтаж арматуры рекомендуется проводить при температуре не ниже -5°C для холодной вязки и сварки. При более низких температурах:
Сталь становится хрупкой
Качество вязки проволокой снижается
Сварные швы могут стать хрупкими
Сцепление с бетоном может нарушиться
При температуре выше +30°C также требуется осторожность:
Защита от перегрева металла
Обеспечение быстрого охлаждения после сварки
Защита от коррозии в условиях повышенной влажности
На следующем этапе происходит монтаж металлоконструкций. Для этого используются различные типы соединений:
Сварка – это наиболее надежный способ соединения арматуры, обеспечивающий монолитное соединение.
Однопроходная сварка электродом:
Используется для соединения арматуры диаметром до 12 мм
Один электрод ведется вдоль стыка
Производительность: 1-1.5 метра в час
Многопроходная сварка:
Применяется для арматуры крупного сечения (более 12 мм)
Требует нескольких проходов электрода
Обеспечивает более высокую прочность соединения
Производительность: 0.5-1 метр в час
Контактная сварка:
Используется в промышленном производстве арматурных каркасов и сеток
Обеспечивает быстрое и качественное соединение
Применяется для массового производства
Полуавтоматическая сварка:
Применяется при больших объемах работ
Позволяет ускорить процесс
Требует высокой квалификации оператора
Требования к сварным швам:
Минимальное проплавление: не менее 30% диаметра стержня
Отсутствие трещин и пустот
Высота усиления шва: 0.1 × d до 0.3 × d (где d – диаметр стержня)
Основной актуальностью при армирующих конструкциях является вязка элементов. Это наиболее распространенный метод соединения в строительной практике.
Материалы для вязки:
Отожженная (термически обработанная) проволока диаметром 0,8–1,2 мм для легких конструкций
Проволока диаметром 1,2–1,6 мм для конструкций среднего веса
Проволока диаметром 1,6–3 мм для тяжелых конструкций
Основные узлы вязки:
Крестовой узел – используется при пересечении стержней:
Проволока заводится под оба стержня
Концы скручиваются в две стороны
Наиболее прочный узел
Параллельный узел – применяется для соединения стержней вдоль:
Проволока оборачивается вокруг обоих стержней
Концы скручиваются с одной стороны
Используется при замене сварки
Петельный узел – используется в особых случаях:
Проволока образует петлю
Обеспечивает подвижность соединения
Инструменты для вязки:
Специальные крюки (мручки) для ручной вязки:
Позволяют скручивать проволоку вручную
Производительность: 40-60 узлов в час
Стоимость: минимальная
Вязальные пистолеты:
Автоматизируют процесс скручивания проволоки
Производительность: 200-300 узлов в час
Требуют батарей или подключения к электросети
Стоимость оборудования: 5,000-20,000 рублей
Производительность и затраты:
| Метод вязки | Производительность (узлов/час) | Стоимость работ (руб/узел) | Примечание |
|---|---|---|---|
| Ручная вязка крюком | 40-60 | 5-10 | Для небольших объемов |
| Вязка пистолетом | 200-300 | 2-4 | Рекомендуется для больших объемов |
| Сварка | 20-30 | 15-25 | Самый дорогой метод |
Пластиковые стяжки (хомуты) используются для предварительного крепления арматуры:
Преимущества:
Простота применения
Не требуют специального инструмента
Быстро устанавливаются
Экономичны
Недостатки:
Не являются окончательным способом соединения
Используются только как вспомогательный метод
При длительном воздействии ультрафиолета теряют прочность
Недостаточно надежны для арматуры крупного сечения
Применение:
Предварительная фиксация каркаса до сварки или вязки
Крепление к опалубке
Фиксация при доставке и хранении
Нахлестка – это соединение без дополнительного крепежа, когда стержни перекрывают друг друга.
Длина нахлестки рассчитывается по формуле:
L = 50 × d (для горячекатаной арматуры)
Где d – диаметр стержня в миллиметрах.
Например, для стержня диаметром 12 мм:
L = 50 × 12 = 600 мм
Особенности метода:
Преимущества:
Не требует сварочного оборудования и вязки
Технологически простой
Не требует дополнительных материалов
Недостатки:
Значительный расход материала (перехлест требует дополнительных 600-1200 мм на каждое соединение)
Сложнее контролировать качество
Может быть неэкономичным при малом количестве соединений
Снижает несущую способность в зоне стыка
Когда рекомендуется использовать:
При большом количестве одинаковых соединений (например, при повторяющемся перехлесте сеток)
Когда запрещена сварка (например, в сейсмоопасных зонах)
При работе на объектах без электроснабжения
При армировании конструкций используются различные фиксаторы и держатели из пластмассы или пластика:
Бетонные стульчики (фиксаторы):
Обеспечивают правильное расстояние между арматурой и опалубкой
Защищают арматуру от коррозии
Размеры зависят от требуемого защитного слоя бетона
Стандартные высоты: 25, 35, 40, 50 мм и более
Пластиковые прокладки:
Используются между слоями арматуры
Обеспечивают равномерное распределение нагрузки
Не впитывают влагу
Монтажные скобы:
Крепят арматуру к опалубке
Предотвращают смещение при бетонировании
Изготавливаются из стали или пластика
Один из самых важных параметров – защитный слой бетона, который предотвращает коррозию арматуры.
Стандартные размеры защитного слоя:
| Тип конструкции | Условия окружения | Минимальный слой (мм) |
|---|---|---|
| Фундамент | Нормальная влажность | 40 |
| Фундамент | Повышенная влажность, грунтовые воды | 50-70 |
| Стены | Нормальная влажность | 25-30 |
| Стены | Агрессивная среда | 35-50 |
| Перекрытия | Нормальная влажность | 20-25 |
| Наружная поверхность | Любая | 35-50 |
Неправильный защитный слой – одна из главных причин преждевременной коррозии арматуры и разрушения конструкций.

После подготовки и соединения отдельных элементов арматурный каркас устанавливается на место в опалубку согласно проектным чертежам.
Шаг 1: Проверка готовности
Убедиться, что опалубка установлена правильно
Проверить наличие фиксаторов и поддерживающих элементов
Убедиться, что в опалубке нет посторонних предметов и загрязнений
Шаг 2: Позиционирование каркаса
Осторожно опустить и установить арматурный каркас в опалубку
Убедиться, что каркас находится в правильном положении
Проверить расстояние от опалубки до арматуры
Шаг 3: Крепление каркаса
Привязать каркас вязальной проволокой или стяжками к опалубке
Использовать дополнительные распорки для предотвращения смещения при бетонировании
Проверить, что каркас не перекошен
Шаг 4: Предварительный контроль
Проверить шаг между стержнями
Убедиться в правильности расположения продольной и поперечной арматуры
Измерить защитный слой бетона
Проверить целостность всех соединений
Неправильный защитный слой – арматура установлена слишком близко к опалубке
Смещение каркаса – каркас сместился в процессе подготовки или при бетонировании
Неправильное расстояние между стержнями – нарушены требования проекта
Перекос конструкции – каркас установлен не горизонтально или не вертикально
Попадание посторонних объектов – в пространство между арматурой застряли инструменты или материалы
Повреждение соединений – трещины в сварных швах или разрывы при доставке
До бетонирования:
Визуальный осмотр каркаса
Проверка геометрических размеров
Проверка качества сварных швов (если использовалась сварка)
Измерение защитного слоя бетона
Проверка прочности связей
Во время бетонирования:
Наблюдение за тем, чтобы бетон не сместил каркас
Контроль за направлением и скоростью вибрирования
Убедитесь, что бетон хорошо заполняет пространства между стержнями
После бетонирования:
Проверка качества поверхности бетона
Осмотр на предмет раковин и пустот
При необходимости – вскрытие пробных образцов для проверки качества соединений
Расчет количества материала производится на основе проектной документации.
Примерный расчет для ленточного фундамента 10×8 м с высотой 0,7 м:
Продольная арматура:
Периметр ленты: (10 + 8) × 2 = 36 м
Количество стержней в продольном направлении: 8 шт
Общая длина: 36 × 8 = 288 м
Плюс перекрытия (5% от общей длины): 288 × 1,05 = 302,4 м
Поперечная арматура (хомуты):
Расстояние между хомутами: 0,25 м
Периметр хомута: (0,4 + 0,7 - 0,05) × 2 ≈ 2,1 м (с учетом защитного слоя)
Количество хомутов на погонный метр: 1 / 0,25 = 4 хомута
Общее количество хомутов: 36 × 4 = 144 шт
Общая длина: 144 × 2,1 = 302,4 м
Итого арматуры:
Арматура диаметром 12 мм (продольная): 302,4 м ≈ 450 кг
Арматура диаметром 6 мм (хомуты): 302,4 м ≈ 70 кг
Всего: примерно 520 кг арматуры
Трудозатраты зависят от метода соединения и сложности конструкции.
Для вязки проволокой:
Производительность: 200-300 узлов в час при использовании пистолета
Для фундамента выше: примерно 2,000-3,000 узлов
Время работы: 7-15 часов
Бригада: 2-3 человека
Для сварки:
Производительность: 20-30 м сварного шва в час
Для данного объема: примерно 300-400 м сварных швов
Время работы: 12-20 часов
Требуется сварщик высокой квалификации
Современные вязальные роботы способны:
Связывать по 600-1000 узлов в час
Обеспечивать стабильное качество
Снизить трудозатраты в 3-5 раз
Использоваться на крупных площадях производства
При использовании композитной арматуры:
Не требуется сварка (она невозможна)
Соединение только вязкой или нахлесткой
Может снизить общий вес конструкции
Требует других методов расчета защитного слоя
Современные системы позволяют:
Использовать GPS и лазерные уровни для точного позиционирования
Фотофиксировать всё этапы работ
Вести учет материалов в режиме реального времени
Передавать информацию об ошибках сразу на управление объектом
Личная защита рабочих:
Каски для защиты от падающих предметов
Перчатки для защиты рук от острых кромок и проволоки
Специальная одежда, закрывающая тело
При сварке: маски, специальная одежда, защитные очки
Работа с оборудованием:
Болгарки: использование защитного кожуха, защитные очки
Вязальные пистолеты: проверка электропроводки и батарей перед началом работ
Сварочное оборудование: применение только с исправным заземлением
Работа на высоте:
Обязательное использование страховки при работах выше 1,5 м
Правильное расположение лестниц и подмостей
Минимум двое рабочих при монтаже тяжелых конструкций
Регулярные перерывы (15 минут на каждый час работы)
Питье воды и полноценные обеды
Вентиляция рабочих площадей при сварке
Дыхательные маски при работе с пылью
Правильный расчет сечения арматуры и качественное выполнение монтажных работ – это основа надежности и долговечности всей железобетонной конструкции.
Основные принципы успешной работы:
Точный расчет требуемого сечения в соответствии с проектом
Выбор оптимального метода соединения (сварка для критичных конструкций, вязка для массовых работ)
Обеспечение правильного защитного слоя бетона
Контроль качества на всех этапах
Соблюдение техники безопасности
Обучение персонала и использование современных технологий
При соблюдении этих требований железобетонные конструкции будут служить десятки лет без проблем с арматурой и коррозией. Экономия на качестве армирования всегда оборачивается дорогостоящим ремонтом в будущем, поэтому инвестиция в качественное армирование – это инвестиция в долгосрочную безопасность и надежность сооружения.



